

In ten years across pharmaceutical manufacturing and global industrial operations, one pattern repeats consistently. The paperwork is almost always complete right up until the moment something goes wrong.
Isolation failures rarely happen because a procedure was missing. They happen because a signature on a permit is treated as confirmation of a verified zero-energy state. It is not. A signature records that someone believed the system was safe. A physical verification confirms it.
In theory, lockout tagout controls energy and permits coordinate the activity. Under operational pressure, that interaction breaks down in ways that documentation does not capture.
This breakdown is most dangerous during simultaneous operations, where the permit may exist and the lock may be applied, but the total condition of the plant is misunderstood. This is examined further in SIMOPS & Work Coordination: Managing Overlapping Risks in High-Hazard Sites.
What Lockout Tagout (LOTO) Actually Controls
Lockout tagout systems physically isolate hazardous energy sources before work begins.
Hazardous Energy Profiles include:
- electrical supply
- hydraulic pressure
- pneumatic pressure
- stored mechanical energy
- pressurised fluids
- thermal energy
Locks prevent operation of isolation points. Tags communicate that work is underway. When correctly applied, energy cannot be reintroduced until work is complete.
But the effectiveness of lockout tagout does not depend on the lock itself. It depends on whether the correct energy sources were identified and isolated in the first place.
How Lockout Tagout Connects to Permit-to-Work
When a permit is issued, the issuer normally confirms that isolations have been applied, the equipment is safe to work on, and hazardous energy sources have been removed or controlled.
The permit acts as a verification layer on top of the isolation process. But that verification only works when the isolation checks are genuine.
If isolations are assumed rather than physically verified, the permit becomes an assumption of safety rather than a confirmation of reality.
The relationship between these control layers is described in more detail in The Permit-to-Work Guide: Managing High-Hazard Control of Work (2026).
Where Isolation Failures Actually Occur
Most isolation failures do not involve missing locks or incomplete paperwork. They occur because the state of the system is misunderstood.
Several patterns repeat across industries.
Incorrect Energy Identification
Equipment often contains multiple energy sources. Electrical supply may be isolated while hydraulic pressure remains trapped. Valves may stop flow but leave pressure stored inside pipework. If the isolation plan does not account for the full energy profile of the system, work begins on flawed assumptions.
This is one of the clearest examples of the gap between what the permit records and what is physically present. A flocculant system involved in an incident had electrical power successfully locked out. The LOTO checklist had a signature confirming lines were drained and flushed. They had not been. When a triclamp was loosened to test a flowmeter, residual trapped pressure caused an immediate physical release. The paperwork was complete. The system was not safe.
What this incident actually required, and what a signature alone cannot provide, is confirmation that the line carried no residual pressure and no leakage before containment was broken. Drained and flushed describes what was supposed to happen to the line’s contents. Confirmed free of residual pressure describes the state that actually needs proving before anyone opens it. The two are related but they are not the same check, and treating the first as a substitute for the second is exactly how this kind of incident happens.
Incomplete Depressurisation
Isolation alone does not remove stored energy. Lines may still contain pressure, hazardous fluids, or flammable vapours after isolation points are closed. Where systems are not properly vented, drained, or flushed, the hazard remains even when the permit and lockout both appear correct.
Where minimum isolation cannot be achieved, a structured ALARP assessment provides the basis for deciding whether work can proceed safely with compensating controls. How that process works in practice is examined in ALARP and Permit-to-Work: How to Assess Risk When Minimum Isolation Cannot Be Met.
Control Systems Mistaken for Isolation
Control system shutdowns, software interlocks, and emergency stops may prevent equipment from operating under normal conditions. They do not remove energy. Without physical isolation, energy can still be unintentionally restored. A control circuit is not a point of isolation.
Assumed Isolations
Routine maintenance creates familiarity. Workers begin to trust that equipment is always isolated the same way. Over time, verification becomes assumption. The lock is still applied but the challenge that should confirm isolation quietly disappears.
This erosion of challenge is one of the ways permit systems begin to degrade under operational pressure, as discussed in Why PTW Systems Fail Under Pressure – And How Operational Drift Takes Hold.
Why Restart Is Often the Most Dangerous Moment
Isolation failures frequently emerge during plant restart.
Isolations are removed, equipment is re-energised, and systems return to service. Production pressure often peaks at exactly this moment. The work is complete, the permit is closed, and attention has shifted to restoring operations.
If isolation removal and restart are not carefully controlled, energy can be introduced into equipment that is not fully ready. The period between permit closure and plant restart is where assumptions about system state are most likely to go unchallenged.
A line walk before re-energisation is not a procedural formality. It is the last physical opportunity to confirm that the system is actually in the condition the permit assumes it to be.
This phase of the permit lifecycle is explored further in Plant Restart: Managing the Most Dangerous Phase of the Permit Lifecycle.
Isolation Verification: What Actually Matters
Effective isolation control requires more than applying locks.
Responsibility for isolation verification must be explicitly assigned. Without clear ownership, isolation becomes a shared assumption rather than a controlled process. The interaction between permit issuers, isolating authorities, and performing authorities is explained in Permit-to-Work Roles and Responsibilities.
Verification also needs to be independent on the jobs where it matters most. The same person who applied an isolation should not be the only person who confirms it, since that arrangement removes the one check most likely to catch a genuine mistake rather than a confirmation bias. For jobs meeting a defined complexity threshold, typically three or more electrical isolations, isolations spread across multiple locations, or confined space entry, a second, independent person should verify the isolation separately rather than rely on the original isolator’s own confirmation.
Verification also means checking the isolation point itself against a drawing or equipment reference, not just confirming that something has been isolated. Two pumps in a switch-room with their isolator labels swapped is a real example of exactly this gap, examined further in Confined Space Entry and Permit-to-Work: When the Risk Changes After Entry Begins. A label tells you what someone wrote down. It does not tell you what is actually connected to what, and the only way to close that gap is checking the field against a drawing reference rather than trusting the label alone.
The same gap between what a permit specifies and what actually happens in the field shows up in how contractors access isolation points, examined further in Contractor Management and Permit-to-Work: What Forty Contractors a Day Actually Looks Like.
The practical standard is simple: every energy source must be identified, isolation must be physically confirmed at the point of work, and the equipment must be proven safe before work begins. If the technician has not attempted to operate the equipment after the lock is applied, the isolation has not been verified, it has been assumed.
This is what HSE’s own guidance on safe isolation calls a baseline isolation standard, the level of isolation a given task should be held to before any deviation is even considered. Recording that standard explicitly, rather than leaving it implicit, is what makes a deviation visible as a deviation. Where the baseline cannot be achieved, the correct response is to extend or upgrade the isolation first wherever that is reasonably practicable. An alternative method is a last resort, used only where extension genuinely is not feasible, and it should be supported by a documented risk assessment rather than treated as a quicker way to get the job moving.
Pre-approved isolation blocks address this directly. By designing isolations in advance with expert process safety input, specifying drain valves as locked open and documented, and pairing isolation sheets with maintenance work tickets, the system removes in-the-moment decision making during high-pressure shutdowns. Each linked piece of equipment is isolated together rather than progressively as the job develops.
Responsibility for isolation verification must be explicitly assigned. The interaction between permit issuers, isolating authorities, and performing authorities is explained in Permit-to-Work Roles and Responsibilities.
A Practical Example: The Lock Suite and Tag System
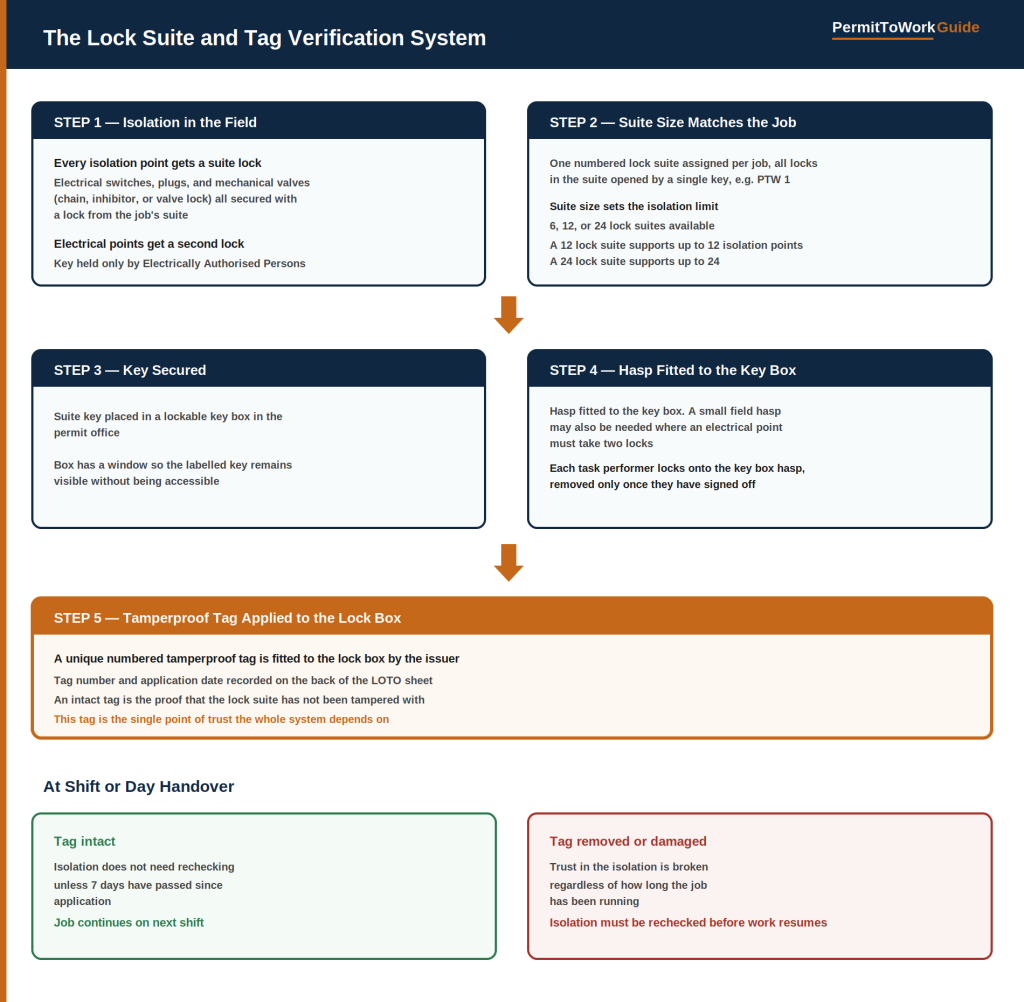
One method of achieving physical verification at scale uses numbered lock suites paired with a tamperproof tag.
Each job is assigned a lock suite, a set of identical numbered locks sized to the job, six, twelve, or twenty-four locks, all opened by a single key. A twelve lock suite supports up to twelve isolation points, a twenty-four lock suite up to twenty-four. Every isolation point in the field, electrical or mechanical, is secured with a lock from that suite. Mechanical isolations, typically valves, use a chain, an inhibitor, or a valve lock. Electrical isolation points carry a second lock in addition to the suite lock, with the key held only by Electrically Authorised Persons.
Once every isolation point is locked, the suite key is placed in a lockable key box situated in the permit office. The box has a window, so the labelled key remains visible without being accessible while the job is live.
Where an electrical isolation point needs to take both the suite lock and the second EAP lock and there is not enough room on the isolator itself, a small hasp is fitted at that point in the field to allow both locks to be applied.
A hasp is then fitted to the key box. Each task performer working on the job applies their own personal lock to that hasp. A lock is removed only once that individual has signed off the job, so nobody can release the suite key while anyone else involved in the work is still unaccounted for.
The final step is the one that matters most. The permit issuer applies a unique numbered tamperproof tag to the lock box. That tag number and the date of application are recorded on the back of the LOTO sheet. As long as that tag remains intact, it is physical proof that the lock box, and therefore the suite key inside it, has not been disturbed since the isolation was applied.
This is what makes shift and day handover practical without compromising verification. If a job carries over to the next shift and the tag is still intact, the isolation does not need to be physically rechecked, provided no more than seven days have passed since it was applied. If the tag has been removed or damaged, that trust is broken regardless of how long the job has been running. The isolation must be reverified before work resumes.
This is the difference between a signature and a physical control. A signature can be wrong. A tag cannot lie about whether it has been touched.
A Gold Standard LOTO Checklist
The mechanics described above are built into a downloadable checklist, structured to capture electrical and mechanical isolations, drainage and pressure confirmation, independent verification on complex jobs, and the tag and continuation rules covered earlier in this article.
Download the LOTO Gold Standard Checklist
The sections below explain what each part of the checklist is asking for and why, so it can be filled in quickly and correctly the first time, rather than worked out under pressure on the day.
Permit Ref, Issuer & Date, Equipment to be Isolated
The same identifying information as the permit itself. This is what ties the checklist to a specific job rather than a generic isolation record.
P&ID / Drawing Ref
The drawing reference the isolation points can be checked against. This exists specifically to catch the kind of error described earlier in this article, an isolator labelled correctly on the checklist but incorrectly in the field. Recording the drawing reference makes that cross-check possible.
Baseline Isolation Standard
The isolation standard this job is being held to before any deviation is considered, taken from the hierarchy below. Recording it upfront makes any later deviation visible as a deviation, rather than something that quietly becomes the new normal.
Lock Suite Size
The number of locks in the suite assigned to this job, six, twelve, or twenty-four. This sets how many isolation points the job can carry before a Continuation Sheet is needed.
Isolation Type and the Hierarchy Number
Every isolation, electrical or mechanical, is recorded against one of the seven methods in the hierarchy, from disconnected at the top down to a single valve at the bottom. Recording the number rather than just a description makes it immediately visible when a job is running on a lower standard than it should be.
Positive Check, Isolate Equipment, Check Will Not Operate
The electrical verification sequence. The equipment is attempted before isolation to confirm it currently operates, then isolated, then attempted again to confirm it no longer does. Skipping the second attempt is the most common way this check becomes a formality rather than a genuine test.
Drained, Flushed, No Residual Pressure
Confirmation that the isolation point has been made safe to open, not just isolated. This is recorded against each isolation point individually rather than once for the whole job, since one missed point is enough for the risk to still be present.
Independent Verifier Initials (Complex)
Required where the job meets the complexity threshold, typically three or more electrical isolations, isolations across multiple locations, or confined space entry. The same person who applied an isolation should not be the only person who confirms it, since this is exactly the gap that has led to real incidents elsewhere.
Isolation Removed
Signed only once work is fully complete and the isolation is genuinely being taken down, not in advance of that.
Isolation Boundary Confirmation
A single checkbox confirming the isolation points have actually been checked against the drawing reference recorded earlier, not just listed from memory or from what was isolated last time.
The Permit Continuation Table
Used whenever the permit is reissued, the scope changes, fuse isolations are altered, or the isolation has been in place for seven days or more. This is where the tag rule from earlier in this article becomes a recorded decision rather than just a verbal judgement at the start of a shift.
Secondary Permits Cross-Referenced to This Isolation
Where more than one permit is relying on the same isolation, every secondary permit is logged here. The checklist stays active until every cross-referenced isolation has been removed and verified, not just the one the form was originally raised for.
Alternative Method Used
Only completed where the baseline isolation standard genuinely cannot be achieved. The standard should be extended or upgraded first wherever that is possible. An alternative method is a last resort, supported by a documented risk assessment, not a shortcut taken because extending the isolation would take longer.
ALARP Authorisation
Where an alternative method has been used because the baseline standard could not be met, and an ALARP assessment has been completed and accepted, the Permit Verifier authorises that decision here. This is the same ALARP process covered in detail elsewhere on this site.
The Continuation Sheet
A separate sheet for jobs with more isolation points than the main checklist allows for. It carries the same fields as the main sheet and is attached to it under the same Permit Ref, so a job with a large number of isolations is never forced to compress its record-keeping to fit a fixed page.
Why Isolation Weaknesses Are Often Missed
Traditional permit reviews check whether permits were completed, signatures were present, and isolations were listed. That confirms documentation. It does not confirm whether the system was actually safe.
Isolation failures often appear as system misunderstandings rather than procedural violations. The paperwork looks correct right up until the moment work begins.
A more practical approach to examining permit systems is outlined in How to Audit a Permit-to-Work System.
Key concepts are summarised in the Permit-to-Work Reference Guide.
The Core Distinction
Lockout tagout and permit-to-work are often treated as separate procedures. They are part of the same control system.
LOTO removes hazardous energy. Permits coordinate the work. When either element is misunderstood, the entire system becomes vulnerable.
Understanding how these layers interact during routine work, simultaneous operations, and plant restart is what separates a permit system that looks controlled from one that actually is.
The 3-minute Permit System Pressure Test highlights where permit controls weaken under operational pressure.
Assessing Permit Systems in Practice
For organisations that want to assess how their permit-to-work system performs under real operational conditions, see Permit-to-Work System Review (Northshore Safety Services).